1 ОЋУмЙіжщЫПИмНщЩм
ЁЁЁЁЙіжщЫПИмзд1874ФъдкУРЙњЛёЕУзЈРћжСНёвбга100ЖрФъРњЪЗЃЌдкЮвЙњвВга40ФъЕФбажЦКЭЩњВњРњЪЗЁЃЫќЕФЙІФмвбДгЦ№ГѕЕФЁАУєНнЪЁФмДЋЖЏЁБ(ЩЯЪРМЭ40ЁЋ50ФъДњ)ЕНЁАОЋУмЖЈЮЛЁБ(70ФъДњЁЋ)ЃЌдйДгЁАДѓЕМГЬПьЫйЧ§ЖЏЁБ(80ФъДњЁЋ)ЕНЁАОЋУмИпЫйЧ§ЖЏЁБ(90ФъДњЁЋ)ЃЌдкетЙ§ГЬжаВњЦЗВЛЖЯЩ§МЖЛЛДњЕУЕНвЛДЮжЪЕФЗЩдОЁЃ
ЁЁЁЁОЋУмИпЫйЙіжщЫПИмИБЕФвЊЧѓЃКЧ§ЖЏЯпЫйЖШДяЕН60mm/minвдЩЯЃЌМг(Мѕ)ЫйЖШдк0.5ЁЋ1.5gЃЌОЋЖШДяЕНЙњМвБъзМGB/T18587.1ЁЋ3(eqv ISO3408)жаЕФЂкМЖЁЂЂйМЖЛђИќИпЃЌадФмжИБъДяЕНЩшМЦвЊЧѓепЃЌОЭПЩГЦжЎЮЊОЋУмИпЫйЙіжщЫПИмИБЁЃ
ЁЁЁЁДЋЭГвтвхЕФОЋУмЙіжщЫПИмИБЃЌжЛвЊЧѓЖЈЮЛОЋЖШВЛвЊЧѓЫйЖШЁЃЖјЕМГЬНЧf>9ЁуЁЋ17ЁуЕФДѓЕМГЬКЭГЌДѓЕМГЬЙіжщЫПИмИБЃЌЫќЫфШЛПЩЪЕЯж100m/minвдЩЯЕФИпЫйЧ§ЖЏЃЌЕЋгЩгкОЋЖШжЛФмДяЕНЙњМвБъзМ3МЖвдЯТЃЌвђДЫжЛФмгУдкВЛвЊЧѓОЋУмЖЈЮЛЕФвЛАуЛњаЕЩЯЁЃ
2 ОЋУмИпЫйЙіжщЫПИмЕФЗЂеЙ
ЁЁЁЁЕБЧАЃЌЪ§ПиЛњДВЕФИпЫйЛЏВЛЖЯЭЦЖЏОЋУмИпЫйЙіжщЫПИмЕФЗЂеЙЁЃ
ЁЁЁЁНЋЁАПеаФЧПРфЁБММЪѕгУгкОЋУмИпЫйЙіжщЫПИмИБЕФШеБОNSKЙЋЫОЃЌ1998ФъЭЦГігУгкИпЫйЪ§ПиЛњДВЕФNZCЁЂNZFКЭNDFЯЕСаИпЫйЙіжщЫПИмИБВњЦЗЃЌжБОЖØ36ЁЋ55mmЃЌЕМГЬ16ЁЋ30mmЃЌd0nжЕ150000ЃЌзюИпЯпЫйЖШ100m/minЃЌМгЫйЖШ1.3gЃЌЫЋЭЗТнЮЦЁЃЮЊСЫдіЧПЫПИмжсЕФПЙеёФмСІЃЌИУЙЋЫОЗЂУїСЫдкжаПеЫПИмПзФкХфжУЁАФкВиМѕеёзшФсЦїЁБЕФзЈРћММЪѕЃЌЪЙСйНчзЊЫйNcКЭd0nжЕНјвЛВНЬсИпЃЌгУНЯМђБуЕФАьЗЈЪЕЯжЕЭГЩБОЬсЫйЃЌЖјЧвАбааГЬЗЖЮЇРЉДѓЕН4mвдЩЯЃЌПЩЪЕЯжГЄааГЬИпЫйЧ§ЖЏЁЃОнНщЩмИУЙЋЫОдкЪдбщЪввбФмЪЙd0nжЕДяЕН200000ЁЃЮвЙњЬЈЭхPMIвјЬЉПЦММЙЋЫОдкПеаФЧПРфММЪѕЗНУцВЩШЁдквЛЖЫЗтБеЕФПеаФЫПИмжаВхШыРфШДгЭЙмЕФзЈРћММЪѕ(ЬЈЭхзЈРћ107485)ЃЌЦфЬиЕуЪЧИФБфРфШДвКдкЫПИмЬхФкЕФбЛЗЗНЪНЃЌДяЕНСМКУЕФжЦРфаЇЙћЃЌЖјЧвНсЙЙМђЕЅЃЌЕБЯпЫйЖШЮЊ100m/minЪБПЩЪЙЮТЖШБфЛЏПижЦдк1ЁцФкЁЃИУЙЋЫОдкCIMTЁф2001ЩЯеЙГіFSWЁЂFDWЯЕСаЫЋЭЗЁЂЖрЭЗИпЫйЙіжщЫПИмВњЦЗМАдыЩљВтСПзАжУЃЌИУВњЦЗd0nжЕ130000ЁЋ140000ЃЌЯпЫйЖШ100ЁЋ120m/minЃЌдыЩљ73dB(A)(80m/minЪБ)ЃЌ76dB(A)(100m/minЪБ)ЁЃШеБОMaKinoЙЋЫОПЊЗЂЕФЕчзгРфШДЦїПижЦЯЕЭГПЩЪЪЪБМрПиЙіжщЫПИмЕФЮТЩ§ЃЌЪЙЦфБЃГждкдЪаэЗЖЮЇФкЁЃ
ЮЊСЫЬсИпd0nжЕЃЌИФНјЙіжщбЛЗЗЕЯђзАжУКЭЙіжщСДЕФСїГЉадГЩЮЊШЫУЧЙизЂЕФНЙЕуЁЃ
2.1 ЮвЙњОЋУмЫПИмЕФЗЂеЙ
ЁЁЁЁЬсИпЙіжщЫПИмЕФжЦдьОЋЖШКЭЖЈЮЛОЋЖШЪМжеЪЧжЦдьЦѓвЕЕФВЛаИзЗЧѓЁЃЩЯЪРМЭ60ФъДњЮвЙњОЋУмЛњДВСЊКЯЙЅЙиЮЊОЋУмЛњДВТнЮЦФЅЯїММЪѕЕьЖЈСЫМсЪЕЛљДЁЁЃББОЉЛњДВбаОПЫљдкЩЯЪРМЭ80ФъДњбажЦГЩЙІЕФТнЮЦФЅЯїМЄЙтЗДРЁЕМГЬЮѓВюздЖЏаЃе§ММЪѕвдМА80ФъДњФЉЦкЭъГЩЕФДѓЕМГЬЙіжщЫПИмИБЁАЦп?ЮхЁБЙЅЙиЃЌЮЊЬсИпДѓЕМГЬНЧФкЭтдВЛЁТнЮЦЕФФЅЯїОЋЖШевЕНгааЇЙЄвеЭООЖЁЃЁАОХ?ЮхЁБЦкМфККНЛњДВгаЯоЙЋЫОбажЦГЩЙІЕФSK7432аЭ2mШЋЗтБеCNCЫПИмФЅДВЁЂHJ031аЭCNCЙіжщТнФИФЅДВЁЂSK7450аЭ5mДѓаЭCNCЫПИмФЅДВЃЌЮЊОЋУмИпЫйЙіжщЫПИмИБЕФЗЂеЙЬсЙЉСЫЙиМќЙЄвезАБИЁЃЮвЙњгыЙЄвЕЙњМвТнЮЦФЅЯїММЪѕЫЎЦНЕФВюОре§ШевцЧїНќЁЃЙіжщЫПИмИБдкCNCЫХЗўНјИјЯЕЭГжаЬсИпЖЈЮЛОЋЖШЕФаЃе§ММЪѕвВВЛЖЯЭъЩЦЁЃ
ЁЁЁЁаЁЙпСПЙіжщТнФИжїДЋЖЏММЪѕЧїгкГЩЪьВЂЩЬЦЗЛЏЁЃЕТЙњINAЙЋЫОгыKarlsruheДѓбЇКЯзїбажЦГЩЙІЙіжщТнФИИпЫйа§зЊЧ§ЖЏзАжУЃЌгЩгкЫПИмЙЬЖЈВЛзЊЃЌБмПЊСЫЯИГЄЫПИмИпЫйа§зЊДјРДЕФЮЪЬтЃЌЧ§ЖЏЫйЖШПЩДя120m/minЃЌМгЫйЖШ3gЁЃИУДЋЖЏзАжУгУгкВЂСЊЛњДВЕФPЙиНкЃЌПЩБмУтВЂСЊЛњЙЙгЩгкздЩэжиСПЧсЁЂзшФсаЁЖјДјРДЫПИмИпЫйа§зЊЪБЕФеёЖЏЁЃЕТЙњЁАRexroth-StarЁБЙЋЫО2ФъЧАЭЦГіMHS40 drive UnitПеаФжсЕчЖЏЛњЙіжщЫПИмИБЃЌжБОЖØ40mmЃЌЕМГЬ5ЁЂ10ЁЂ12ЁЂ16ЁЂ20ЁЂ40mmЙВСљжжЙцИёЁЃЦфЬиЕуЪЧПеаФACЫХЗўЕФзЊзггыЙіжщТнФИИеадСЌНгЃЌдкЙЬЖЈЕФЫПИмЩЯЕФn=3000r/minзЊЫйа§зЊЭЌЪБНјааИпЫйжБЯпЧ§ЖЏЃЌVmax=120m/minЃЌНшжњЮЛжУЗДРЁЯЕЭГПЩЛёЕУИпЕФЖЈЮЛОЋЖШЁЃетжжЛњЕчвЛЬхЛЏВњЦЗДѓДѓМђЛЏСЫЛњаЕНсЙЙЃЌОпгаЙпСПаЁЁЂЫйЖШПьЁЂааГЬЗЖЮЇДѓЕШгХЕуЃЌвбдкИпЫйМгЙЄжааФЩЯгІгУЃЌОпгаНЯКУЕФадФмМлИёБШЁЃШеБОNSKЙЋЫОвбЭЦГіаЁЙпСПТнФИа§зЊNDTЯЕСаВњЦЗЃЌжБОЖØ32ЁЋ50mmЃЌЕМГЬ20ЁЋ50mmЃЌзЊЖЏЙпСПМѕаЁ12%ЁЋ21%ЃЌd0nжЕ100000ЁЃдкCCMT2002(ЩЯКЃ)жаЙњЪ§ПиЛњДВеЙРРЛсЩЯЃЌЬЈЭхHIWINЩЯвјПЦММЙЋЫОЭЦГіТнФИа§зЊЪНRIЯЕСаИпЫйЙіжщЫПИмИБЃЌАќРЈ(УћвхжБОЖЁСЕМГЬ)16mmЁС16mmЁЂ20mmЁС20mmЁЂ25mmЁС25mmЁЂ32mmЁС32mmЁЂ40mmЁС40mmЮхИіЙцИёЁЃ
ЁЁЁЁМШНкФмгжЛЗБЃЃЌЙсГЙISO14001ЙњМЪЛЗОГБъзМЪмЕНжиЪгЁЃ21ЪРМЭЕФжЦдьвЕЃЌдкЯђздЖЏЛЏЁЂжЧФмЛЏЁЂИпЫйЛЏЗЂеЙЕФЭЌЪБЃЌБиаыАбНкФмКЭЛЗБЃЗХдкживЊЮЛжУЁЃЙњЭтВЛЩйЦѓвЕЮЊСЫНтОіИпЫйдЫзЊЪБШѓЛЌМСЕФЮэЛЏЁЂеєЗЂЖдЛЗОГЕФЮлШОМАЗЯгЭЕФЛиЪеЮЪЬтЃЌЛ§МЋПЊеЙШѓЛЌЁЂУмЗтЁЂЗРГОЁЂЗРИЏЕШЗНУцЕФбаОПЃЌNSKЁЂTHKЁЂHIWINЁЂPMIЕШЙЋЫОЖМЯШКѓЭЦГіЗРГОЁЂздШѓЛЌЁЂУтЮЌЛЄаТММЪѕЁЃР§Шч:THKЙЋЫОЭЦГіВЩгУИпКЌгЭТЪЁЂИпУмЖШЯЫЮЌЭјЕФЁАQZздШѓЛЌзАжУЁБЃЌNSKЙЋЫОЭЦГіЁАNSK-K1ЁБШѓЛЌзАжУЕШЁЃЖјHIWINЙЋЫО2ФъЧАОЭЛёЕУISO14001жЄЪщЃЌНєЫцЭЌааТЬЩЋжЦдьЕФВНЗЅЃЌдкEMO2001еЙЛсЩЯЭЦГіЕФЁАCool type1ЁБОЋУмИпЫйЙіжщЫПИмаТВњЦЗЃЌd0nжЕИпДя200000ЁЃ
3 ЙіжщЫПИмОЋЖШЕШМЖ
ЁЁЁЁЙњФкЕФЕШМЖОЋЖШЗжЮЊP1ЃЌP2ЃЌP3ЃЌP4ЃЌP5ЃЌP7ЃЌP10ет7ИіЕШМЖЃЌJISЕШМЖОЋЖШЗжЮЊC0ЃЌC1ЃЌC3ЃЌC5ЃЌC7ЃЌC10ет6жжОЋЖШЃЌ
ИїжжТнИЫГЄЖШжЎЕМГЬЮѓВю(ЕЅЮЛЮЊum)ШчЯТБэЫљЪО:
ЁЁЁЁ
СэЭтТнИЫвВгаБъЪОШЮвт300mmГЄЕФОЋЖШ , втМДОЭЪЧВЛТлЙіжщТнИЫгаЖрГЄ , ШЮШЁвЛЖЮ300mm?жЎЕФОЋЖШНдЮЊЙцИёжаБЃжЄжЎОЋЖШвд?,ШчЯТБэЫљЪО:
3.1 ЛњДВЖЈЮЛОЋЖШвЊЧѓгыЫПИмОЋЖШ
ЁЁЁЁЙіжщЫПИмЕФОЋЖШНЋжБНггАЯьЪ§ПиЛњДВИїзјБъжсЕФЖЈЮЛОЋЖШЁЃЦеЭЈОЋЖШЕФЪ§ПиЛњДВЃЌвЛАуПЩбЁгУDМЖЃЌОЋУмМЖЪ§ПиЛњДВбЁгУCМЖОЋЖШЙіжщЫПИЫЁЃ
ЁЁЁЁЫПИмОЋЖШжаЕФЕМГЬЮѓВюЖдЛњДВЖЈЮЛОЋЖШгАЯьзюУїЯдЁЃЖјЫПИмдкдЫзЊжагЩгкЮТЩ§в§Ц№ЕФЫПИмЩьГЄЃЌНЋжБНггАЯьЛњДВЕФЖЈЮЛОЋЖШЁЃЕБLЮЊЫПИмТнЮЦгааЇГЄЖШЪБЃЌLМДЮЊЗНЯђФПБъжЕTЃЌдкЫПИмЭМжНЩЯБъЪОЮЊИКжЕЁЃгУЛЇдкЖЈЙКЙіжщЫПИмЪБЃЌБиаыЬсГіЙіжщЫПИмЕФЗНЯђФПБъжЕЁЃ
ЁЁЁЁЬсИпДЋЖЏЕФОЋЖШКЭИеЖШжївЊЪЧЬсИпНјИјЯЕЭГжаДЋЖЏСуМўЕФОЋЖШКЭжЇГаИеЖШЁЃЪзЯШЪЧБЃжЄИїИіСуМўЕФМгЙЄОЋЖШЃЌгШЦфЪЧЬсИпЙіжщЫПИмТнФИИБ(жБЯпНјИјЯЕЭГ)ЁЂЮЯИЫИБ(дВжмНјИјЯЕЭГ)ЕФДЋЖЏОЋЖШЁЃСэЭтЃЌдкНјИјДЋЖЏСДжаМгШЫМѕЫйГнТжДЋЖЏИБЃЌЖдЙіжщЫПИмКЭжсГаНјаадЄНєЃЌЯћГ§ГнТжЁЂЮЯИЫЕШДЋЖЏМўЕФМфЯЖЃЌДгЖјЬсИпНјИјЯЕЭГЕФОЋЖШКЭИеЖШЁЃ
3.2 ЫПИмЕФОЋЖШЕШМЖгыЙЋВю
ЁЁЁЁИљОнЛњаЕЙЄвЕВПАфВМЕФJB2886?81ЁЖЛњДВЬнаЮЫПИмКЭТнФИЕФОЋЖШЁЗЙцЖЈЃЌЛњДВЫПИЫМАЦфТнФИЗжЮЊ6ИіЕШМЖЃЌМД4ЁЂ5ЁЂ6ЁЂ7ЁЂ8КЭ9МЖЃЌ4МЖОЋЖШзюИпЃЌ9МЖОЋЖШзюЕЭЃЌЪЪгУЧщПіШчЯТЃК
4МЖгУгкОЋЖШЬиБ№ИпЕФЕиЗНЃЌШчМгЙЄжааФЁЂТнЮЦФЅДВЕШЁЃ
5МЖКЭ6МЖгУзїИпОЋЖШЕФДЋЖЏЫПИмЃЌШчгУгкзјБъялДВЁЂГнТжФЅДВЁЂВЛДјаЃе§зАжУЕФЗжЖШЛњЙЙКЭВтСПвЧЦїЁЃ
7МЖгУзїОЋШЗДЋЖЏЫПИмЃЌШчгУгкОЋУмТнЫПГЕДВЃЌялДВвдМАОЋУмЕФГнТжМгЙЄЛњДВЁЃ
8МЖгУзївЛАуДЋЖЏЫПИмЃЌШчгУгкЦеЭЈТнЫПГЕДВЁЂТнЫПЯГДВЕШЁЃ
9МЖгУзїЕЭОЋЖШДЋЖЏЫПИмЃЌШчУЛгаЗжЖШХЬЕФНјИјЛњЙЙЁЃ
3.3 ЫПИмЖдЛњДВОЋЖШМАЮШЖЈадЕФгАЯь
ЁЁЁЁЫцзХИпЫйЁЂИпОЋУмМгЙЄММЪѕЕФПьЫйЗЂеЙЃЌШЫУЧЖдЛњДВЕФМгЙЄОЋЖШМАМгЙЄОЋЖШЕФЮШЖЈадвВЬсГіСЫИпЕФвЊЧѓЁЃШчКЮЬсИпЛњДВЕФОЋЖШКЭЮШЖЈадЪЧЯждкШЫУЧбаОПЕФШШЕуЁЃдкЗЧБеЛЗЪ§ПиЯЕЭГжаЃЌЫПИмЕФТнОрЮѓВюКЭШШБфаЮЮѓВюЪЧгАЯьМгЙЄОЋЖШКЭЮШЖЈадЕФЙиМќадвђЫижЎвЛЁЃ
ЖдгкЗЧБеЛЗЯЕЭГЃЌЫПИмЕФжЪСПЖдМгЙЄжЪСПЕФгАЯьжївЊБэЯжЮЊЫПИмЕМГЬЮѓВюЁЂЫПИмМфЯЖвдМАЫПИмФЅЫ№ЖдМгЙЄЖЈЮЛОЋЖШЕФгАЯьЁЃЛњДВЕФОЋЖШЭъШЋвРППЫПИмЕФОЋЖШРДБЃжЄЁЃЫљвддНИпЕФЛњДВОЋЖШвВОЭвтЮЖзХдНИпЕФГЩБОЁЃ
ДѓЖрЪ§ЛњДВЕФЫПИмАВзАЮЊвЛЖЫЙЬЖЈЃЌвЛЖЫНТжЇЁЃВЩгУдЄРЩьЕФЫПИмжсаыСНЖЫЙЬЖЈЃЌЦфдЄРЩьСІДѓаЁЕФМЦЫувРОнЃКдкРэТлЩЯЃЌИУСІЕФДѓаЁЪЧЭЈЙ§ИУСІВњЩњЕФШШБфаЮСПЕШгкећИіЛЌАх(АќРЈЛЌАхЩЯЕФжїжсВПЗж)ЕФжиСІЪЙЫПИмВњЩњЕФБфаЮСПКЭЫПИмЮТЩ§ЫљВњЩњЕФзюДѓШШБфаЮСПжЎКЭРДМЦЫуЕФЁЃЕЋЪЧдкЪЕМЪжаЃЌдкФГаЉЧщПіЯТЃЌЫПИмЕФЮТЖШПЩФмБфЛЏНЯДѓЃЌШєвдзюДѓЕФЮТВюРДМЦЫуЃЌФЧУДШчЙћИУСІЙ§ДѓНЋЛсгАЯьЫПИмЕФЪйУќЃЌЙ§аЁдђДяВЛЕНВЙГЅЕФФПЕФЃЌЭЌЪБПЩФмЛсЪЙЫПИмЗЂЩњШЦЧњБфаЮЁЃ
3.4 ОЋУмИпЫйЙіжщЫПИмашвЊПМТЧЕФвЛаЉЮЪЬт
ЁЁЁЁЯпадЫХЗўНјИјЯЕЭГЕФИпЫйЛЏЪЧвЛИіЯЕЭГЙЄГЬЃЌЯЕЭГжаУПИіЛЗНкЖМвЊТњзуИпЫйДЋЖЏЕФвЊЧѓЁЃ
ЁЁЁЁЙіжщЫПИмИБНјИјЯЕЭГЕФзюДѓМгЙЄЫйЖШгыЯЕЭГЕФзЊЖЏЙпСПГЩЗДБШЃЌЮЊСЫЬсИпМгЫйЖШЃЌгІЖдЯЕЭГНјаагаЯодЊЗжЮіМАCADгХЛЏЩшМЦЃЌдкТњзуЖЏЁЂОВИеЖШЕФЧАЬсЯТЃЌМѕЩйСуМўЪ§СПЁЂгХЛЏСуМўВЮЪ§ВЂЪЙЦфИпЧПЖШЁЂЧсСПЛЏЁЃ
ЁЁЁЁвЊЭЌЪБбЁгУгыОЋУмЙіжщЫПИмИБЦЅХфЕФИпЫйЙіЖЏжБЯпЕМЙьЁЃР§ШчШеБОTHKЙЋЫОЕФSHSЫФЗНЕШдиКЩЯЕСаЃЌSNRЁЂSNSИпИеЖШжидиКЩЯЕСаЃЌSSRГЌИпЫйЯЕСаЃЌЦфЯпЫйЖШПЩДя200m/minвдЩЯЁЃЕТЙњINAЙЋЫОЕФбќЙФаЮЙіжљжБЯпЕМЙьЛЙПЩАДгУЛЇвЊЧѓХфжУЁАRUDSЁБзшФсЛЌзљЃЌЪЙеёЗљНЕжСдРДЕФ1/30ЃЌдыЩљУїЯдЯТНЕЃЌТњзуИпЫйЁЂИпОЋЖШЁЂжиЧаЯїЕФвЊЧѓЁЃ
ЁЁЁЁвЊЪЎЗжжиЪгОЋУмИпЫйЙіжщЫПИмИБдкЛњДВЩЯЕФАВзАОЋЖШЃЌЫќЖдЬсИпСйНчзЊЫйNcЁЂЖЈЮЛОЋЖШЃЌИФЩЦИпЫйдЫзЊЪБЕФЦНЮШадЃЌМѕаЁдыЩљЕШЖМЦ№зХВЛПЩКіЪгЕФзїгУЁЃЫПИмСНЖЫВЩгУдЄРЩьИпИеЖШжЇГаНсЙЙЃЌвЊбЯИёБЃжЄЫПИмСНЖЫжЇГагыЙіжщТнФИЕФжааФЁАШ§ЕуЭЌжсЁБЁЃгІбЁгУЙіжщЫПИмзЈгУЕФИпИеЖШЭЦСІНЧНгДЅжсГаЁЃ
ЁЁЁЁГфЗжРћгУЙіжщЫПИмИБЕФЁАЭЌВНадЁБЬиеїЃЌдкИпЫйМгЙЄжааФжаГЩЖдАВзАИпЫйОЋУмЙіжщЫПИмИБЃЌЪЧЬсИпЫХЗўНјИјЯЕЭГдкИпЫйЪБЕФЮШЖЈадЃЌИФЩЦЖЏЬЌЬиадЕФгааЇДыЪЉЁЃР§ШчШеБОФСвАЯГДВжЦзїЫљЕФA55EаЭЕФЮдЪНИпЫйМгЙЄжааФКЭаТаКЬњЙЄЕФSPN50-H0аЭЮдЪНИпЫйМгЙЄжааФвдМАЗсЬяЙЄЛњЕФEV33СЂЪНИпЫйМгЙЄжааФЕШЖМВЩгУСЫЫЋЕчЖЏЛњЫЋЫПИмЕФЧ§ЖЏЗНЪНЁЃ
ЁЁЁЁвЊдкЫХЗўНјИјЯЕЭГжаХфжУжЦЖЏзАжУЁЂШсадЛКГхЦїЁЂДЙЯђДЋЖЏЪБЕФздЫјЦїЕШЁЃ
ЁЁЁЁдкбЁЙККЭбщЪеОЋУмИпЫйЙіжщЫПИмЪБЃЌвЊгывЛАуДѓЕМГЬЙіжщЫПИмЧјБ№ПЊРДЃЌВЂвЊЧѓжЦдьЩЬЬсЙЉЖЉЙКВњЦЗЕФЙЄзїЫйЖШЁЂМгЫйЖШЁЂОЋЖШЁЂдыЩљЁЂЮТЩ§ЕШМьВтЪ§ОнЁЃШєЪЙгУSi3N4ЬеДЩЧђЃЌгІВщПДSi3N4ЬеДЩЧђЕФОЋЖШЁЂгВЖШЁЂБэУцДжВкЖШЁЂбЙРЁИККЩЕФМьбщжЄЪщЁЃШєбЁгУПеаФЧПРфЫПИмЃЌЛЙгІВщПДЩюПзЕФжБЯпЖШЃЌгыЭтдВЕФЭЌжсЖШЕФМьбщНсЙћЁЃЮЊСЫШЗБЃИпЫйдЫзЊЪБЕФПЩППадЃЌЛЙгІВщПДЫПИмжсЁЂТнФИЁЂбЛЗЗЕЯђзАжУЕФдВФСЯМАШШДІРэМьбщБЈИцЁЃ
4 ОЋУмЙіжщЫПИмЕФзАХф
ЁЁЁЁОЋУмЙіжщЫПИмдкбажЦЙЄвЕЩшБИКЭОЋУмвЧЦїЕФжЦдьЩЯЦ№зХживЊЕФзїгУЃЌОЋУмЙіжщЫПИмдкЗЂеЙаТаЭЩшБИЩЯЪЧЙиМќЕФВПМўЃЌЯждкКмЖрЕФОЋУмвЧЦїдкжЦзїЕФЪБКђЖМЛсгІгУЙіжщЫПИмЃЌЕЋЪЧЯждкКмЖрЕФМьВтвЧЦїКЭЩшБИдкЙіжщЫПИмзАХфвдКѓдкЪЙгУВЛОУЃЌОЭЛсГіЯжЙіжщЫПИмЬјЖЏГЌВюбЯжиЕФЮЪЬтЃЌЬјЖЏГЌВюбЯжиЕФЮЪЬтЛсжБНггАЯьвЧЦїЕФдЫзїЃЌЫљвдЯждкЙіжщЫПИмдкзАХфЙЄвеЩЯДцдквЛЖЈЕФВЛзуЃЌВЛНіВЛРћгквЧЦїЩшБИЕФЪЙгУЃЌЛЙЛсЮЃКІЪЙгУепЕФАВШЋЃЌЫљвдНтОіЙіжщЫПИмзАХфЙЄвеДцдкЕФВЛзуЃЌВХФмБЃжЄвЧЦїЩшБИЕФе§ГЃдЫзїЃЌЬсИпЩњВњаЇТЪЁЃ
ЁЁЁЁЙіжщЫПИмЕФзАХфЮЪЬтдкзюНќМИФъгњРДгАЯьМьВтвЧЦїе§ГЃЕФЙЄзїЃЌЫљвдНтОіЙіжщЫПИмзАХфЕФЮЪЬтвВЪЧПЬВЛШнЛКЕФЃЌЙіжщЫПИмдкДѓаЭЩшБИКЭОЋУмвЧЦїжаЖМгаЩцМАЃЌНќаЉФъРДЙіжщЫПИмвђЮЊзАХфГіЯжЕФЮЪЬтТХМћВЛЯЪЃЌбЯжигАЯьЩшБИЕФе§ГЃдЫзїЃЌКмЖргЩЙіжщЫПИмжЦзїЕФЩшБИЃЌдкЪЙгУВЛОУЖМГіЯжСЫЬјВюбЯжиЕФЮЪЬтЃЌНтОіЙіжщЫПИмзАХфЕФЮЪЬтЪЧБЃжЄЛњЕчЩшБИе§ГЃдЫзїЕФживЊБЃжЄЃЌЪЧЙЄвЕзївЕЬсИпЩњВњаЇТЪЕФживЊБЃжЄЁЃ
4.1 ЙіжщЫПИмзАХфДцдкЕФЮЪЬт
ЁЁЁЁЃЈ1ЃЉЙіжщЫПИмЕФОЋЖШВЛЙЛ
ЁЁЁЁЙіжщЫПИмБОЩэдкШыПтЕФЪБКђЛсНјаавЛЖЈЕФМьВщЃЌздЩэБОЩэЪЧУЛгаЪВУДжЪСПЕФЮЪЬтЃЌжївЊЕФОЋЖШВЛЙЛЕФЮЪЬтЪЧГіЯждкЙіжщЫПИмдкЗХжУЕФЪБКђКмЖрЪЧКсЯђЗХжУЕФЃЌКсЯђЗХжУГіЯжЕФвЛИіживЊЮЪЬтЪЧЛсвђЮЊжиСІжБНгЪмСІгкСуМўЩЯЃЌжиСІЕФзїгУЕМжТЙіжщЫПИмФкВПЕФжївЊСуМўГіЯжБфаЮЕФЮЪЬтЃЌЛђепСуМўКЭЫПИмЭтБкФІВСЃЌЕМжТдЖМћГіЯжЬљБкЯжЯѓЃЌЕМжТЙіжщЫПИмЕФСуМўвђЮЊжиСІвђЫиЃЌгАЯьОЋШЗЖШЁЃ
ЁЁЁЁЃЈ2ЃЉ зАХфЗНЪНВЛЕБгАЯьЫПИмОЋЖШ
ЁЁЁЁдкЫПИмзАХфЕФЙЄзїЩЯгІЕБВЩгУзЈвЕЕФММЪѕШЫдБНјаазАХфЃЌЕЋЪЧЯждкзАХфЫПИмЕФЪБКђКмЖрЖМВЛЪЧзЈвЕЕФШЫдБНјаазАХфЃЌЫцБуЕФЛњаЕЙЄШЫЖМФмзАХфЙіжщЫПИмЃЌЫљвдВЛзЈвЕШЫдБзАХфЕФЙіжщЫПИмОЭЛсДцдквЛЖЈЮЪЬтЃЌЛђепвђЮЊВйзїВЛзЂвтЃЌЕМжТЫПИмдкзАХфЪБКђИїВПЗждМўГіЯжДэЮЛЃЌЛђепЪЧЫ№ЛЕЕФЮЪЬтЃЌетаЉзАХфЕФЪБКђГіЯжЫ№ЛЕЃЌЖМЛсжБНггАЯьЫПИмОЋЖШЁЃ
ЁЁЁЁЃЈ3ЃЉ МьВтЗНЗЈВЛе§ШЗ
ЁЁЁЁдкЙіжщЫПИмзАХфЩшБИЕФМьВтЪБКђЃЌКмЖрМьВтШЫдБВЩгУЕФМьВтЛљзМВЛЭЌЃЌЕМжТМьВтЪБКђЫПИмЕФОЋЖШВЛвЛбљЃЌКмЖрМьВтШЫдБЗНЗЈВЛе§ШЗЃЌвВЛсЕМжТОЋЖШГіЯжЮѓВюЁЃЙіжщЫПИмдкМьВтЕФЪБКђгЩгкКмЖрШЫдБЖдгкздМКЕФМьВтЗНЗЈДцдкВЛзуЃЌЕЋЪЧМьВтШЫдБШДВЛСЫНтздЩэМьВтвЧЦїДцдкЕФЮЪЬтЃЌЛЙгаКмЖрЕФШЫдБЪЙгУЕФвЧЦїВЛЙЛЯШНјвЛаЉЙЄзїШЫдБЪЙгУЕФЖМЪЧКмОУвдЧАЕФвЧЦїЃЌЕМжТМьВтЪБКђОЋЖШВЛЙЛЁЃ
ЁЁЁЁЃЈ4ЃЉ зАХфЙЄвеВЛЖд
ЁЁЁЁЯждкЙіжщЫПИмЕФзАХфЕФЪБКђзАХфЫГађВЛЖдЃЌЕМжТЫПИмдкзАХфЕФЪБКђГіЯжЦНааЖШГЌГіе§ГЃЗЖЮЇЕФЮЪЬтЃЌЖјЧвдкзъПзНТПзЕШЙ§ГЬжаЃЌУЛгаНјааЗРГОДІРэЃЌЕМжТКмЖрЛвГОНјШыЕНЫПИмИБДЋЖЏУцЃЌЫПИмЛсвђЮЊЛвГОФЅЫ№ЃЌдМўБэУцОЭЛсБфЕФУЛгавдЧАЙтЛЌЃЌЫљвдЕМСуМўГіЯжЕФЮЪЬтЃЌЛсв§Ц№ЙіжщЫПИмЕФФкВПдМўФбвдБЃГжвдЧАЕФЙЄзїаЇТЪЃЌЕМжТОЋЖШГіЯжЮЪЬтЁЃ
ЁЁЁЁЃЈ5ЃЉ ЫПИмШѓЛЌВЛСМ
ЁЁЁЁЖдгкОЋУмЙіжщЫПИмЕФФІВСИБЃЌЦфЙЄПівЊБШжсГаИќМгИДдгЃЌГ§ОЖЯђЪмСІЭтЃЌЛЙгаВрЯђЪмСІЃЌВЂЧвзЊЫйЩ§ИпКѓЦфЙЄзїЮТЖШвВЛсЩ§ИпЃЌМѕЩйФІВСФЅЫ№ЁЂНЕЕЭВќеёМАШфЖЏБиаывЊвРППШѓЛЌжЌОпгаСМКУЕФШѓЛЌадФмЁЃ
5 ЙіжщЫПИмЕФНсЙЙ
5.1 ЙіжщЫПИмЕФзщГЩ
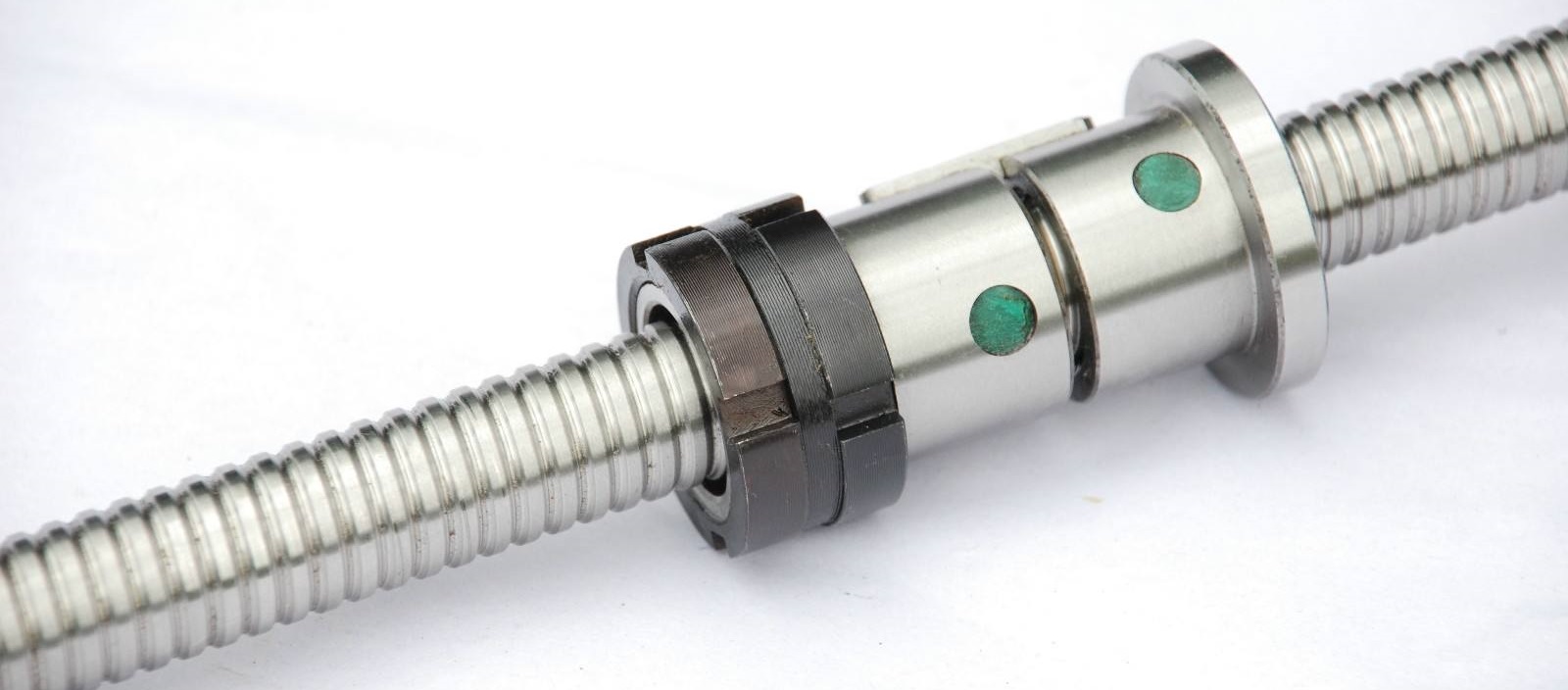
ЁЁЁЁЙіжщЫПИмДЋЖЏИБгЩТнИмЁЂТнФИЁЂЙіжщЁЂбЛЗзАжУзщГЩЁЃ

ЁЁЁЁЙіжщЫПИмИБНсЙЙЬиЕуЃК
ЁёТнЮЦЙіЕРаЭУцЕФаЮзД
ЁёЙіжщЕФбЛЗЗНЪН
ЁёжсЯђМфЯЖКЭЕїећдЄНєЛњЙЙ
ЁЁЁЁЙіжщЫПИмТнФИИБЪЧАбгЩНјИјЕчЖЏЛњДјЖЏЕФа§зЊдЫЖЏЃЌзЊЛЏЮЊЕЖМмЛђЙЄзїЬЈЕФжБЯпдЫЖЏЁЃТнФИЕФТна§ВлЕФСНЖЫгУЛижщЦїСЌНгЦ№РДЃЌЪЙЙіжщФмЙЛжмЖјИДЪМЕибЛЗдЫЖЏЃЌЙмЕРЕФСНЖЫЛЙЦ№зХЕВжщЕФзїгУЃЌвдЗРЙіжщбиЙіЕРЕєГіЁЃЙіжщЫПИмТнФИИББиаыгаПЩППЕФжсЯђЯћГ§МфЯЖЕФЛњЙЙЃЌВЂвзгкЕїећАВзАЁЃ
5.2 ЙЄзїдРэгыЬиЕу
ЁЁЁЁЫПИмКЭТнФИЩЯЖМгаАыдВЛЁаЮЕФТна§ВлЃЌЕБЫќУЧЬззАдквЛЦ№ЪББуаЮГЩСЫЙіжщЕФТна§ЙіЕРЁЃТнФИЩЯгаЙіжщЛиТЗЙмЕРЃЌЕБЫПИма§зЊЪБЃЌЙіжщдкЙіЕРФкМШздзЊгжбиЙіЕРбЛЗзЊЖЏЁЃ

ЁЁЁЁЙіжщЫПИмТнФИИБЬиЕуЃК
ЁёФІВСаЁЃЌаЇТЪИпЃЌЗЂШШЩйЃЛ
ЁёЫПИмТнФИжЎМфдЄНєКѓЃЌПЩвдЭъШЋЯћГ§МфЯЖЃЌЬсИпСЫДЋЖЏИеЖШЃЛ
ЁёдЫЖЏЦНЮШЃЌВЛвзВњЩњЕЭЫйХРааЯжЯѓЃЛ
ЁёФЅЫ№аЁЁЂЪйУќГЄЁЂОЋЖШБЃГжадКУЃЛ
ЁёВЛФмздЫјЃЌгаПЩФцадЃЌЫПИмСЂЪНЪЙгУЪБЃЌгІдіМгжЦЖЏзАжУЁЃ
5.3 ЙіжщЫПИмИБЕФВФСЯ
ЁЁЁЁЙіжщЫПИмВФСЯЩцМАЫПИмЁЂЙіжщЁЂТнФИЃЌгЩгкРэТлЩЯЪЧЙіЖЏЕуНгДЅЃЌвђДЫШ§епВФСЯзлКЯадФмЁЂШШДІРэЕШвЊЧѓРрЫЦЁЃ
ЁЁЁЁЬиЕуЃК
ЁёВФСЯЖргУКЯН№ЙЄОпИжЁЂЬиЪтадФмИж
GCr15ЁЂ9Mn2VЁЂ38CrMoAlAЕШ
ЁёШШДІРэЭЛГіБэУцгВЖШЃЈБэУцгВЛЏВуЃЉ
ИпЦЕДуЛ№ЁЂЕЊЛЏЃЈСзЛЏЃЉ
5.4 ЙіжщЫПИмТнФИИБЕФШѓЛЌ
ЁЁЁЁдкЙіжщЫПИмТнФИИБРяМгШѓЛЌМСПЩЬсИпЦфФЭФЅадКЭДЋЖЏаЇТЪЁЃШѓЛЌжЌМгдкТнЮЦЙіЕРКЭАВзАТнФИЕФПЧЬхПеМфФкЃЌУПАыФъЖдЙіжщЫПИмЩЯЕФШѓЛЌжЌИќЛЛвЛДЮЃЌЧхЯДЫПИмЩЯЕФОЩШѓЛЌжЌЃЌЭПЩЯаТЕФШѓЛЌжЌЁЃ
6 ОЋУмЙіжщЫПИмШѓЛЌ
6.1 ШѓЛЌвЊЧѓ
ЁЁЁЁЮЊБЃжЄОЋЖШЃЌвЊЧѓШѓЛЌжЌгаСМКУЕФЦєЖЏзЊОигыЮШЖЈЕФдЫзЊзЊОиЁЃ
ЁЁЁЁЭЌЪБЃЌПМТЧЕНЪЙгУЛЗОГЕФВювьЃЌЛЙвЊЧѓШѓЛЌжЌОпгаПэЕФЪЙгУЮТЖШЃЌвЛАувЊЧѓ-50ЁЋ120ЁцЁЃ
ЁЁЁЁСэЭтЃЌМгЙЄЙ§ГЬжаЛсгаЧаЯївКМАЧаЯїгЭЗЩНІЃЌвЊЧѓШѓЛЌжЌгаСМКУЕФПЙЫЎадФмЁЃ
ЁЁЁЁЛЙвЊЧѓШѓЛЌжЌОпгагХСМЕФПЙФЅадФмЃЌвдМѕЩйдЫЖЏИБФІВСМАФЅЫ№ЁЃ
ЁЁЁЁдкИпЫйдЫзЊЙ§ГЬжаЃЌЖдеГИНадвВгаНЯИпЕФвЊЧѓЃЌВЛФмБЛЫІГіЛђМЗГіЁЃ
ЁЁЁЁЭЌЪБЃЌвВвЊЧѓШѓЛЌжЌгаГЄЕФЪЙгУЪйУќЃЌНЕЕЭЪЙгУГЩБОЁЃ
6.2 ВњЦЗадФм
ЁЁЁЁВњЦЗгЩЕЭЮТадгХвьЕФКЯГЩгЭМгШыгХжЪГэЛЏМСВЂМггаПЙбѕЛЏЁЂЗРатЪДЁЂПЙИЏЪДЕШЖржжЬэМгМСОЋжЦЖјГЩЕФШЋКЯГЩОЋУмЛњДВШѓЛЌжЌЁЃЛЌжЌЩшМЦгУгкЕЭХЄОиЦєЖЏЛђПьЫйдЫааЕФжсГаМАЛЌЖЏзАжУЕФШѓЛЌЃЌПЩТњзуЕЭЮТЁЂЕЭСІОиЁЂИпзЊЫй(DNжЕ106)ЁЂГЄЪйУќЕФЪЙгУвЊЧѓЃЌгыДѓЖрЪ§ЫмНККЭЯ№НКМўгаКмКУЕФЯрШнадЁЃЪЪгУЮТЖШЗЖЮЇЃК-60ЁЋ+150ЁцЁЃ
ЁЁЁЁадФмЬиЕу ЃК
ЁёгХвьЕФЕЭЮТМАГЃЮТЧ§ЖЏЬиадЃЌЕЭЮТЦєЖЏКЭдЫзЊСІОиМЋаЁЃЛ
ЁёгХСМЕФФЭИпЫйадЁЂШѓЛЌадКЭГадиФмСІЃЌПЩЬсИпФЭФЅадМАДЋЖЏаЇТЪЃЛ
ЁёНмГіЕФПЙЫЎадКЭЗРИЏЪДБЃЛЄЃЌгыДѓЖрЪ§ЫмНККЭЕЏНКЬхСМКУЯрШнЃЛ
ЁёгХвьЕФбѕЛЏЮШЖЈадКЭПЙРЯЛЏФмСІЃЌНЯГЄЕФЪЙгУЪйУќЁЃ
ЁЁЁЁЭЦМігІгУЃК
ЁёЪЪгУгкЮЂаЭжБЯпЕМЙьЁЂЙіжщЫПИмЁЂИпЫйЩшБИжсГаЁЂЮЂаЭТэДяГнТжЕФГЄаЇШѓЛЌЃЛПЩгУгкЫмНК/ЫмНКЁЂЫмНК/Н№ЪєаЁГнТжЕФжеЩэШѓЛЌЃЌврПЩЪЪгІГБЪЊЛЗОГЯТЕФШѓЛЌЃЛ
ЁёЭЦМігУгкИпЫйЛђЕЭЮТЬѕМўЯТЖЏзїВПМўЕФГЄЪйУќШѓЛЌЃЌШчЦћГЕЬьДАПЊЦєЛњЙЙМАЕМЙьЁЂГЕУХПЊЦєжДааЛњЙЙЁЂгъЙЮЕчЛњГнТжЃЌвЧБэЕчЛњГнТжвдМАЕчЦјааГЬЯоЮЛЦїЁЃ





 ЩТЙЋЭјАВБИ 61019002000571КХ
ЩТЙЋЭјАВБИ 61019002000571КХ